Danogips ProSpray mexanizatsiyalashgan dasturi
Mexanizatsiyalashgan dastur, ishlash printsipi, dizayni va maksimal bosim darajasidan qat'i nazar, turli xil
mexanizatsiyalash vositalaridan foydalangan holda mumkin.
Umumiy mexanizatsiyalash vositalari:
Havosiz qo'llash moslamalari;
Vintli qurilmalar;
Teksturali qurol va kompressorli Hopper/chelak.
Danogips ProSpray shpatlyovkaini qo'llash uchun havosiz qo'llash vositalaridan foydalanish oqilona.

Graco Mark seriyali va analoglari

Graco t-Max seriyali va analoglari

Graco seriyali APX va analoglari

Graco Duty Max seriyali va analoglari
Ishlash:
Qurilmaning shpatlyovka bilan ishlash imkoniyatini aniqlaydigan asosiy parametr uning l/min bilan o'lchanadigan
ishlashidir.
Shpatlyovkani qo'llash uchun unumdorligi 4,3 l/min va undan yuqori bo'lgan qurilmalar qo'llaniladi.
Shlanglar:
Qurilmaning normal ishlashi uchun katta qismli shlanglardan foydalanish muhimdir. Shlangning minimal diametri
3/8 dyuym, optimal ½ dyuym yoki qurilma dizayni tomonidan taqdim etilgan kattaroq qism.
Yopishqoq materialga ¼ dyuym kabi tor bo'yoq shlangidan foydalanish nasosda yuqori bosimni ushlab turganda,
nozuldagi bosimning pasayishiga olib keladi. Material shunchaki ingichka shlangdan o'tishga vaqt topolmaydi va
ko'krak ustidagi Mash'al notekis yoki pulsatsiyalanadi.
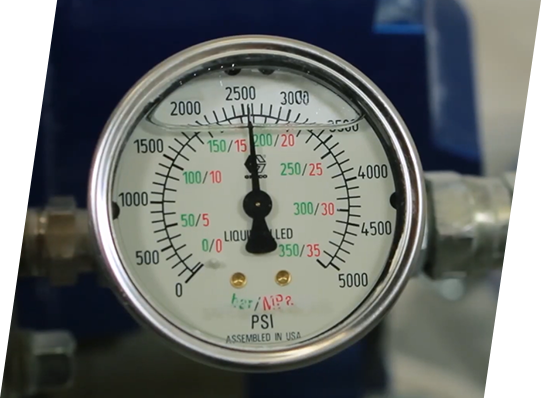
Bundan tashqari, chiqarilishdagi bosim quyidagi hollarda pasayishi mumkin:
- Ketma-ket bir nechta shlanglardan foydalanish
- Nozik moslashuvchan tasmani o'rnatish
- Ko'p sonli shlang bo'g'inlari va traktga turli xil adapterlarni qo'shish
- Shlangning egilishi
Qurollar:
Danogips ProSpray-ni qo'llash uchun Heavy-Duty Blue turidagi qurollardan, shuningdek Mark/APX/DutyMax seriyali
apparatlari va analoglari bilan Heavy-Duty Inline-dan foydalaning. T-Max seriyasi va analoglari uchun Lance
t-mah tipidagi purkagichlardan foydalaning.
Filtrni olib tashlashda bo'yoq tabancasi shpatlyovkani o'tkazib yuborishga qodir bo'lishiga qaramay, bo'yoqdan ko'ra
ko'proq yopishqoq va qo'pol materiallarni qo'llash uchun mo'ljallangan maxsus mo'ljallangan qurollardan
foydalanish kerak.
Ko'krak:
Havosiz transport vositalari odatda nozulning o'tish teshigi va mash'alning ochilish burchagi parametrini o'z
ichiga olgan yorliqlardan foydalanadilar.
Belgilarni misollar bilan ko'rib chiqing:
«531»
Oxirgi ikkita raqam" 31 " - o'tish teshigi = 0,031 dyuym.
Birinchi raqam" 5 " - mash'alaning ochilish burchagi \ u003d 50°(5x10°).
Agar ochilish burchagi 100° dan katta bo'lsa, u holda ko'krak to'rt xonali indeksga ega:
«1239»
O'tish teshigi = 0,039 dyuym.
Mash'alning ochilish burchagi \ u003d 120°(12x10°).
Danogips ProSpray uchun 30 dan 120° gacha bo'lgan qulay ochilish burchagi va kamida 0,027 dyuymli o'tish teshigi
bo'lgan nozullardan foydalaning.
Tavsiya etilgan nozullar:
Graco Mark seriyali va analoglari uchun: *29, * 31.
Graco t-Max seriyali qurilmalar va ko'krak analoglari uchun: *39, *41.
Ko'krakning maksimal hajmi qurilmaning ishlashi bilan cheklangan. 4-6 l/min quvvatga ega qurilmalar 0,037
dyuymgacha teshikli nozulni ishlatishga imkon beradi. 0,051 dyuymgacha 7-8 l/min.